We've spent a great deal of time insuring that our coatings work in conjunction with all the other aspects of our end mills. We have three primary coatings for our tools. Here's some details on what they are and where to apply them for your cutting material applications.
Black Stealth
 |
| Black Stealth Coating MoS2 |
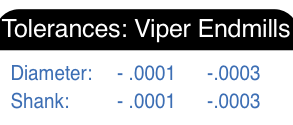
Molybdenum Disulfide (MoS2). The easiest way to understand our Stealth coating is to think of the coating as being ‘clear’ and not ‘black.’ As soon as the tool enters the cut many people comment that the “color has worn off.” We can assure you that this is not the case. There’s several physical and chemical changes that cause this visual change and space does not permit here to explain the science. That’s part of the reason we call it “stealth” because you can’t see it any more! What’s important is the this coating has a lower co-efficient of friction than just about everything else on the market. Our geometry works ideally with this coating. Used for our Viper and DiamondBack series tools which are for all Non Ferrous Alloy milling (N)
AlTiN
 |
| AlTiN Coating |
Aluminium Titanium Nitride This PVD coating has a gradually increasing percentage of aluminum added as it goes through the coating process. It gradually increases in the amount of Aluminum from the substrate interface until it reaches the outer surface of the coating, where there is a higher percentage (up to 65%) of aluminum in the film. As the tool heats up, the aluminum converts to aluminum oxide, staying in the film. This coating provides exceptional oxidation resistance and extreme hardness. AlTiN retains its hardness when the temperature is 800° to 930° C (1,470° to 1,700° F) This coating is ideal for dry machining environments. Used exclusively on our Raptor products for all P - Steels (blue), M - Stainless Steel (yellow), K - Cast Iron (red), and S - Hi-Temp Alloys Special Alloys & Titanium - (brown) materials.
Please keep in mind that this coating CANNOT be used in Aluminum (N) machining because the Aluminum in it would have an affinity to itself and cause workpiece adhesion to the cutting tool.
X-Treme
 |
| TiAlN Xtreme Coating |
Titanium Aluminium Nitride (TiAlN) This monolayer PVD coating has high hardness and excellent thermal stability that protects against premature tool wear. It also has excellent oxidation resistance allows high speed and semi dry or dry machining operations. Used for our Cobra and Python series tools which are for all P - Steels (blue), M - Stainless Steel (yellow), K - Cast Iron (red), and S - Hi-Temp Alloys Special Alloys & Titanium - (brown) materials